
Staples uses AD to generate power from out-of-spec vegetables
Consuming more electricity in its remote packhouse each day than the national grid could supply, and having to rely on a diesel generator for supplementary power, investing in an anaerobic digestion plant that converts vegetable by-product and maize into power and heat was a logical step forward for Lincolnshire fens-based growers and packers Staples Vegetables.
As one of the leading brassica producers in the UK and operating to strict quality standards in a demanding market, more than 20,000t of out-of-specification vegetables are produced each year which now form a major part of the digester’s feedstock, helping to make the business completely self-sufficient in terms of its energy consumption.
Design and installation of the anaerobic digester at its Marsh Farm, Wrangle site was carried out by Danish company Xergi, which specialises in biogas and has more than 20 years’ experience involved in development of green technologies as well as the complete installation of plants.
Colin Steel, Xergi, UK Manger:
Due to its location in Denmark Xergi is well placed to understand the conditions experienced by UK farmers and growers.
As Staples was our first plant in the UK it was important to us that we had the right project as we knew all eyes would be on us. As it turned out, things could not have gone better.
The project was managed by an experienced Danish project manager from the company who, wherever possible, procured equipment and services locally.
Colin Steel, Xergi, UK Manger:
This has worked really well at Staples and we are happy with the end result.
Staples also assisted with the development and commissioning of the plant and latterly the day to day operation. So far the performance has been in line with everyone’s expectations.
The digester produces 1.4MW of energy, enough to power 3,000 homes and the heat produced is sufficient to heat the same number of dwellings.
It operates continuously and is fed a diet of out of specification vegetables, as well as maize, which is grown as a break crop between the vegetables. The green matter is loaded from clamps into two 130 cubic metre receiving hoppers, and these then feed the required quantity of material into three feeding modules where it is combined with surplus surface water.
The batches are mixed to a suitable ‘recipe’ to ensure consistent performance.
From the feeding modules material is fed to a 4,000 m3 primary digester which operates at between 48-52oC. At this temperature (selected to optimise gas production and can vary depending on the organic matter used to feed it) a thermophilic reaction occurs, with 90 per cent of the gas production occurring in the primary tank.
The digestate will remain in the tank for up to 28 days and gas produced is extracted, analysed and held in a storage tank.
After the primary digestion has occurred, the material is fed to a secondary digester, also of 4,000 m3 capacity, and this operates at a lower temperature allowing a mesophilic reaction to occur. Products from the secondary digestion are the digestate, from which almost all the organic material has been broken down, and methane gas.
The gas can be used immediately to run an engine, but at this stage has a high hydrogen sulphide content which will cause excessive wear over time, and Staples opted to install a sulphur removal system to clean the gas which should provide a significantly longer working life, as well as reducing service and maintenance costs.
The engine installed is a V20 61.10 litre Jenbacher which converts approximately 42 per cent of the energy into electricity, and produces an equivalent amount of heat energy.
While excess electrical power is exported to the grid, most of the heat produced is used through heat absorption cooling technology to provide chilling for the packhouse, maintaining vegetable product quality.
Heat produced is also used locally for the canteens, offices and other work areas on site.
The digestate is separated into liquid and solids, the liquid stored in an enclosed lagoon and later applied through a dribble bar to agricultural land, and the solids used as fibre compost.
Up to 6,000t of solids and 35,000t of liquid are produced each year, enough to provide 40% of the Marsh Farm needs.
Vernon Read, Sales Director, Staples:
Investment in the plant was a very logical decision. We are saving a large amount of money, we are using our own by-products and we are producing our own fertilisers and compost, reducing our reliance on imported fertilisers, and requiring less peat compost.
The maize needed fits in very well with our vegetable cropping. We farm approximately 5,260ha (13,000 acres) of land and the maize fits well in the rotation. As we expand our operation the maize is versatile, it will grow in most locations and it adds fibre.

The plant uses out-of-spec vegetables and maize.
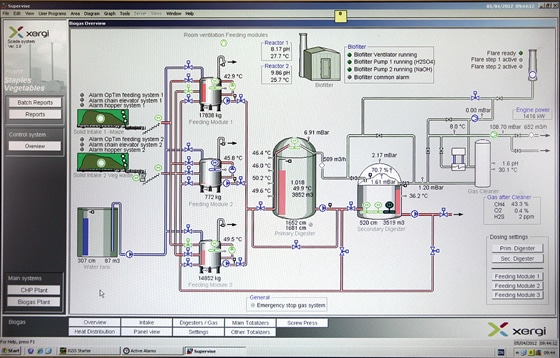
The whole process is automated and can be monitored and controlled remotely. Here, a screen in the company’s main sales office allows staff to keep an eye on all aspects of gas, power and heat production.
Vernon Read, Sales Director, Staples:
Many of our vegetables are harvested in the winter and with the maize harvest during the autumn we can plough the land and leave it in better condition ready for spring vegetable planting. We run our own Claas forage harvester and have incorporated the maize production easily into our farming business.
While most of the investment came from Staples, the digester’s green credentials meant the business was able to attract support from the Environmental Transformation Fund through WRAP (Waste and Resources Action Programme). Cost of the investment is expected to be recouped through the energy savings within five to six years.
Vernon commented that further benefits from the project could be obtained in the future. One possibility is to provide heat to local villages, for which householders could pay an annual subscription which would enable them to draw as much heat as they required, but there would be a considerable initial cost in providing the infrastructure. To be worthwhile, however, a large number of householders would be needed to commit to the programme.
Running the company’s 35-lorry fleet on biofuel produced from compressed gas could also result in potential savings.
Vernon Read, Sales Director, Staples:
These are potential developments for the future, but our primary objectives are to produce the vegetables as efficiently as possible and to optimise quality.
The success of the plant has encouraged Staples to plan investment in a second installation of a similar size for its Sibsey farm and packing facility, a few miles west of Wrangle.
Sibsey includes a large area of glasshouses, and Vernon said the heat produced during the power generation would provide the additional benefit of saving significant fuel costs incurred currently keeping them up to temperature.
The Sibsey location is closer to a village which would make it easier to provide heating for the local community, than at the Wrangle site.
Vernon Read, Sales Director, Staples:
Basically, the success of the current installation would mean we would almost replicate it at Sibsey, with just a few practical changes required. We were guided throughout the process by Xergi. It coordinated the design and construction and because our project included extra benefits and features to suit our requirements, such as the sulphur extraction and absorption cooling, we needed a company with the experience to integrate all that technology in the most practical way.
The major multiples prefer to use producers with the greenest credentials, and the anaerobic digester fits in well with this requirement. The plant has been running for 15 months, the whole process is logical and convenient for us, it saves us money and it provides commercial advantages too. We are definitely benefitting – being green is a smart move.
